


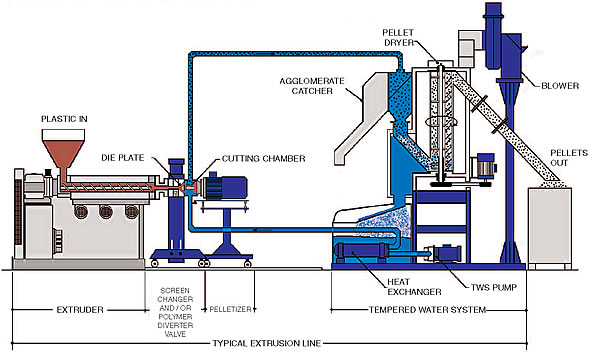
The process schematic shows the flow of resin through an underwater pelletizing system. Material is fed into an extruder or melt pump, which forces the molten polymer through a screen changer and/or polymer diverter, then through the pelletizer die plate. As the polymer emerges from the die, pellets are cut by rotating blades and are solidified by the process water flowing across the die face inside the cutting chamber. The process water transports the pellets to a centrifugal dryer where the water is removed and the dry pellets are discharged. The process water is contained in a closed loop so there is minimal water loss and very little housekeeping involved.
In the extrusion of plastics, raw thermoplastic material in the form of small beads (resin) is gravity fed from a top mounted hopper into the barrel of the extruder. Additives such as colorants and UV inhibitors (in either liquid or pellet form) are often used and can be mixed into the resin prior to arriving at the hopper.
The material enters through the feed throat (an opening near the rear of the barrel) and comes into contact with the screw. The rotating screw (normally turning at up to 120 rpm) forces the plastic beads forward into the barrel which is heated to the desired melt temperature of the molten plastic (which can range from 200 °C (392 °F) to 275 °C (527 °F) depending on the polymer). In most processes, a heating profile is set for the barrel in which three or more independent PID controlled heater zones gradually increase the temperature of the barrel from the rear (where the plastic enters) to the front. This allows the plastic beads to melt gradually as they are pushed through the barrel and lowers the risk of overheating which may cause degradation in the polymer.
Extra heat is contributed by the intense pressure and friction taking place inside the barrel. In fact, if an extrusion line is running a certain material fast enough, the heaters can be shut off and the melt temperature maintained by pressure and friction alone inside the barrel. In most extruders, cooling fans are present to keep the temperature below a set value if too much heat is generated. If forced air cooling proves insufficient then cast-in heater jackets are employed, and they generally use a closed loop of distilled water in heat exchange with tower or city water.